Automaattinen koordinaattikoteloiden pakkauslinja





Automaattinen koordinaattitapauspakkauslinja,
pakkauslinja,
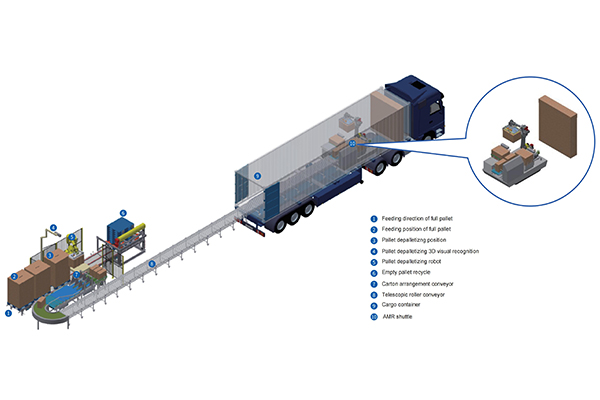
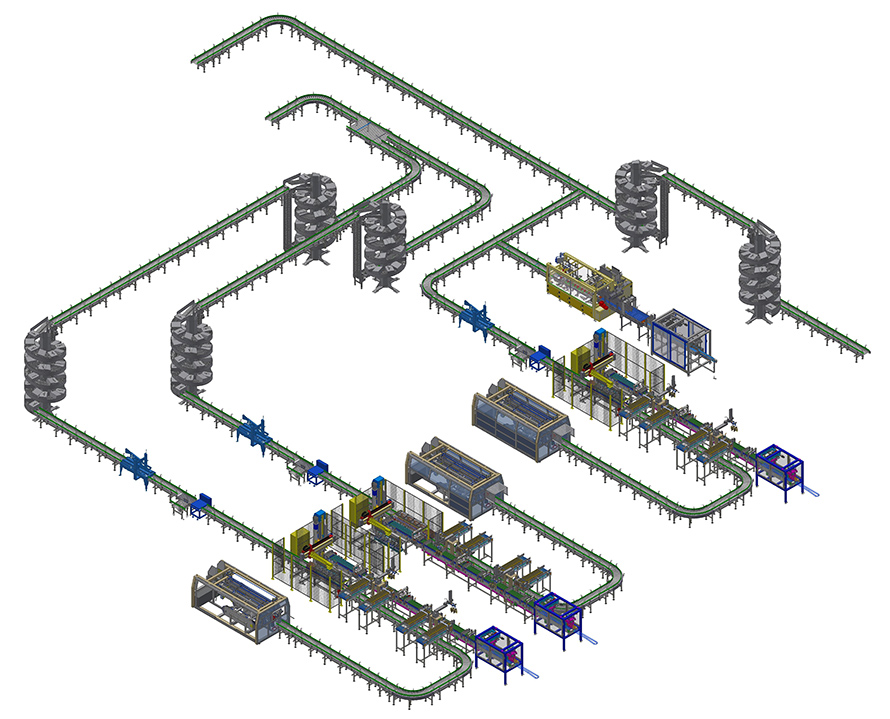
Pakkaustuotantolinja koostuu suurnopeuksisesta jakajasta, tuotekuljetuslinjasta, tarttuvasta kuljetinlinjasta, Hbotista, kaksiakselisesta siirtomekanismista, laatikonkuljetuslinjasta, tunnistusmekanismista, pahviseinien tarttujasta, pahviseinien syöttöjärjestelmästä, servokoordinaatista, pullon tarttujasta ja suoja-aidasta. Suurnopeuksinen jakaja jakaa tuotteet monikaistaisiksi, kun taas kaksiakselinen siirtomekanismi nopeuttaa tuotteiden kulkua. Kun tuote saapuu pahviseinäasemalle, Scar-robotti lataa pahviseinän järjestettyihin tuotteisiin. Tuotteet saapuvat lajittelukuljettimelle. Tämän jälkeen tarttuja poimii tuotteet ja asettaa ne pahvilaatikkoon, ja laatikkokuljetin kuljettaa tuotetta sisältävän laatikon ulos.
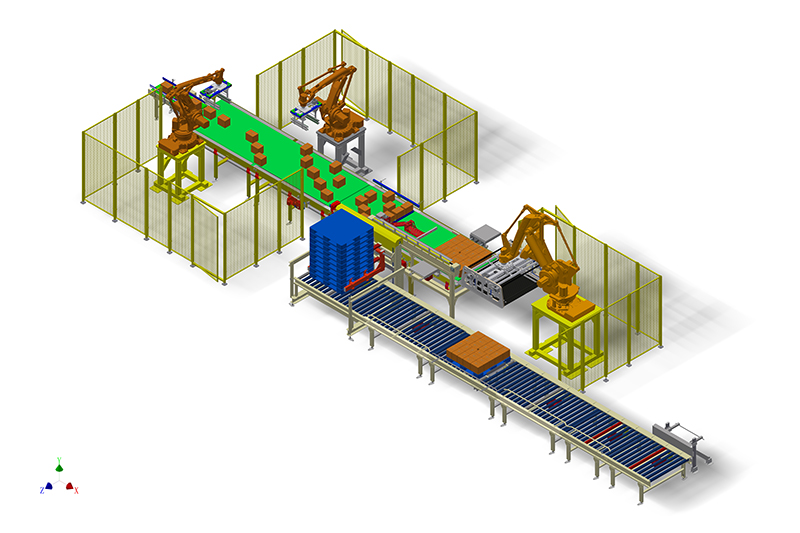
Täydellinen pakkausjärjestelmän asettelu
Pääkonfiguraatio
| Robottikäsivarsi | ABB/KUKA/Fanuc |
| Moottori | SEW/Nord/ABB |
| Servomoottori | Siemens/Panasonic |
| Taajuusmuuttaja | Danfoss |
| Valosähköinen anturi | SAIRAS |
| Kosketusnäyttö | Siemens |
| Matalajännitelaitteet | Schneider |
| Terminaali | Phoenix |
| Pneumaattinen | FESTO/SMC |
| Imevä levy | PIAB |
| Laakeri | KF/NSK |
| Tyhjiöpumppu | PIAB |
| PLC | Siemens / Schneider |
| Käyttöliittymä | Siemens / Schneider |
| Ketjulevy/ketju | Intralox/rexnord/Regina |
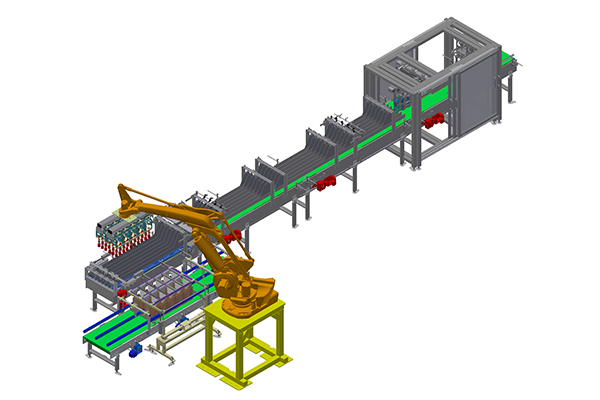
Päärakenteen kuvaus




Lisää videoesityksiä
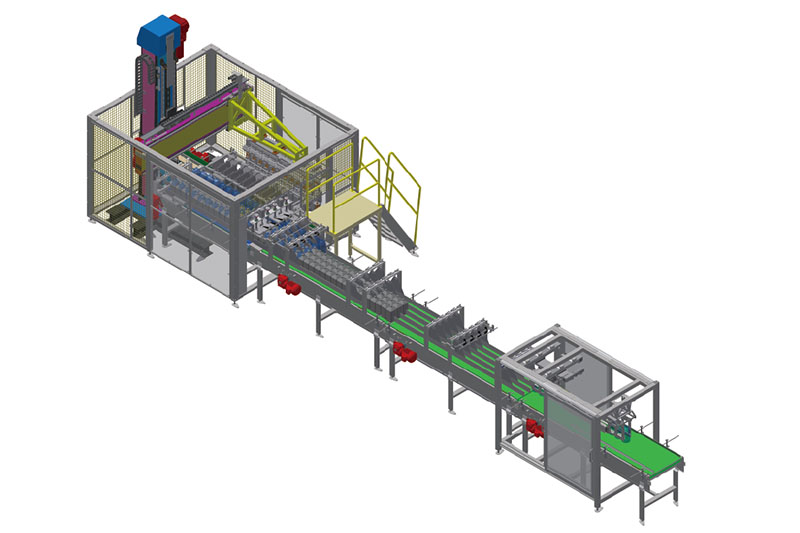
- Servokoordinaattikotelopakkaaja lasipulloille, joissa on pahviväliseinä
Miten pakkauskonetta käytetään? Tuotteet käyvät läpi useita automatisoituja prosesseja
ja järjestelmälliset vaiheet, mukaan lukien lajittelu kuljetuslinjan läpi, lajitteluun siirtyminen, kiihdytetty puskuri, pakkauskone, automaattinen sulkemismekanismi ja lopuksi kuljetuslinjan ulostulo.